Stamping is a process that involves shaping a metal part from a metal or aluminum sheet, or a slit coil of rolled steel, commonly referred to as a coil by stampers. This process allows for hot or cold metal stamping.
What is stamping?
To stamp a sheet metal involves imposing a fold and deformation of the steel surface identical to the punch and die to give it volume by exceeding the elastic limit of the metal alloy material.
The stamping process involves working the metal up to permissible deformations for the material, without going to the point of sheet metal rupture. In practice, the final thickness of the stamped sheet remains essentially equal to the initial thickness of the metal.
Through the stamping process, in the manufacture of progressive dies and stamping tools, we may need to pass through successive deformations of the sheet metal, using presses, to avoid metal ruptures, especially for deep drawing operations.
Part and Tooling Design for Stamping
KUCHLY, a cutting and stamping company, established in 1956, has gained extensive experience through numerous metal forming cases and projects, enabling it to best address its clients’ challenges. Our expertise allows us to advise our clients on various manufacturing choices, sheet metal cutting processes, the shape of the future stamped part, and the type of tooling to implement.
A quality stamping process also involves selecting the appropriate metals based on the type of manufacturing and applications: mild steel or HSLA (High-Strength Low-Alloy), galvanized or not, brass, copper, aluminum, and food-grade or non-food-grade stainless steel.
Our Custom Stamping Techniques
Stamping involves a sheet metal forming operation that we perform with presses, punches, and custom-made forming tools. We employ various stamping techniques, such as single-action stamping or double-action stamping, which has the particularity of using a blank holder to stamp the metal in question.
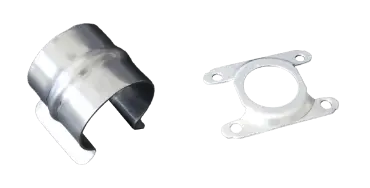
In addition to aluminum, we also apply these stamping techniques to metal, whether galvanized or not, and more specifically to fastening parts such as metal clamps, clamping clips, or reinforced connecting parts for metal structures.
Finally, our experience in material forming through deep drawing allows us to meet specific needs in the medical and food industries, such as stainless steel door strikes.
We have developed custom stamping processes to meet various objectives:
Reinforce a metal part on its surface length to minimize material usage and therefore manufacturing cost.
Form housings in the sheet metal to accommodate another metal element during assembly.
Allow for specific uses such as reinforcing an angle, a reserve, an offset plane, or a volumetric shape without resorting to assembly or welding.
The applications in the field of stamping are therefore infinite.
A Complete Manufacturing Process, from Stamping to Extrusion
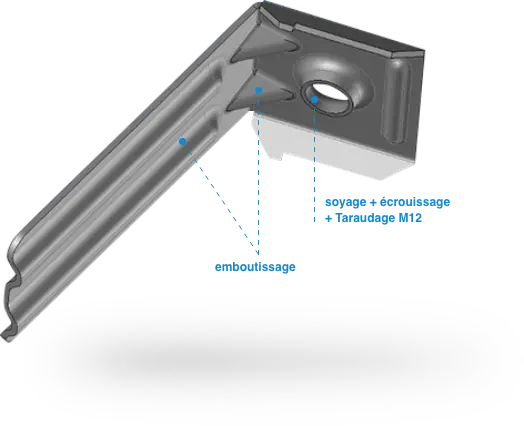
Beyond the single or double stamping process, we have also developed significant expertise in techniques related to metal part forming and working. These specific processes allow us, in certain areas, to increase metal deformation through collar forming or metal hardness through strain hardening by combining techniques that enable us to perform M12 tapping in sheet metal only 1.5mm thick.
KUCHLY has its own design office to offer its clients custom material stamping solutions. This has allowed us, after numerous preliminary tests regarding metal deformation, the use of different presses, and the creation of punches or dies, to identify the successive operations, and thus the necessary steps, for producing a progressive die for M12 tapping by metal displacement or deformation.
Stamping and Cold Forming of Metals
All these stamping techniques and processes are performed by cold forming of metal and material, primarily using presses, meaning without changing the molecular structure of the metal, on material that is coated or uncoated, galvanized or lacquered.
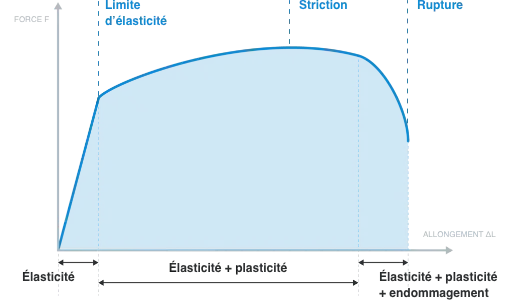
The correlation between the implemented forming solution and the choice of materials is crucial to “obtain the correct sheet metal deformation range, especially for bending and stamping operations (elasticity + plasticity range on the graph below in green), in order to avoid cracks or loss of mechanical strength in the metal.”
The deformation of metals occurs in the zone of “elasticity and plasticity. It is therefore necessary to exceed the” elasticity zone without reaching the next zone (elasticity + plasticity + damage), and even less so the breaking point. For this reason, the characteristics of metals suitable for cold deformation are important.
Within our stamping process, for the manufacturing of parts or tooling with different radii and diameters necessary for your activity, we select metals based on various parameters such as yield strength Re, tensile strength Rm, or elongation A%.
This advisory phase is very important and is part of the expertise that KUCHLY company brings to its customers.
Complementary techniques can be implemented successively in different tools or simultaneously in progressive die tools of the Parisian type.