Tapping is the process of creating a threaded hole in a solid material using a tool called a tap. Tapping and threading are two commonly used techniques in the manufacturing industry for mechanical parts, sheet metal, or aluminum.

The stamping company KUCHLY offers all its expertise in integrated tapping solutions for progressive or combined tools.
Our tapping machines allow us to produce parts under press and in thin sheets.
tapping uses a tap, a small steel rod with cutting spiral grooves on its surface. When inserted into a pre-drilled hole, the tap cuts threads into the walls of the hole. In the context of a progressive die on a press, we tend to use form taps. These taps have two advantages: they do not generate chips, so there are no problems related to chip evacuation, and they deform the material, thus generating an strain hardening phenomenon that makes the threading more resistant.
Threading is the process of creating a series of spiral grooves on the outer surface of a part, such as a screw or bolt. Threads are raised or recessed elements arranged spirally on the part’s surface.

tapping and threading are common techniques for connecting two mechanical parts using a threaded connection. tapping creates internal threads in a previously drilled hole using an appropriate tap and die of a specific millimeter diameter, while threading creates external threads on a part also using an appropriate die and specific millimeter diameter.
Both techniques use cutting tools to cut spiral grooves in the material. However, the main difference between tapping and threading is that tapping creates internal threads while threading creates external threads.
There are three types of tapping tools: hand taps, machine taps, and form taps.
Hand taps are used for small productions or maintenance work. They are usually equipped with a T- or L-shaped handle for manual use, which is called a tap wrench.
Machine taps, on the other hand, are designed to be used with machine tools such as drill presses, tapping columns, CNC milling centers, lathes, or even electrical discharge machining for tapping hardened steels. Machine taps can cut threads faster and more precisely than hand taps, which often require the use of a set of 3 successive taps for roughing, forming, and finishing. This is, of course, what we use in our company to produce stamping press tooling.
Form taps are used for tapping of sheet metal directly on the press, as explained previously.
tapping is widely used in industry to create internal threads in metal or aluminum parts. Threaded connections are used to connect pipes, valves, and other components in industrial machines and equipment. tapping is also used in the manufacture of molds, dies, and other forming tools.
The tapping process involves several important steps to ensure precise and high-quality threading.
This step involves preparing the part according to customer specifications, such as dimensions and tolerances. The part is then firmly secured in a vise or tapping machine to prevent vibrations or movements that could affect the precision of the threading. In our case, it will be a blank holder that will firmly hold the strip to be tapped.
The tool must be selected according to the specifications of the part to be tapped. Different tools will be necessary depending on the thread size, the material of the part, the required precision, and the desired operating clearance by the customer.
Once the tool is chosen, it is positioned at the entrance of the part to be tapped and aligned with the part’s axis. The tool is slightly inserted to begin creating the thread. The insertion depth must be precisely controlled to ensure uniform and consistent threading. For this, at KUCHLY, we use tap holders that are guided and synchronized in rotation and translation to obtain the best tapping result.
The tapping tool is rotated manually or by a tapping machine to create the internal thread. During this process, the tool must be held at the correct depth and aligned with the workpiece to avoid errors and defects. This is operated by a spindle motor that provides perfect control of the peripheral rotation speeds of the tap.
Once the thread is created, it is important to verify its quality and precision.
For this, thread gauges, commonly called “go/no-go” gauges, are used to measure the thread’s diameter and pitch. This quality control is essential to ensure that the thread conforms to the customer’s specifications.
At KUCHLY, we add a servo control of the tapping complex, allowing us to monitor any drift on the press, indicating a defective tapping. This enables us to control 100% of our production despite high production rates.
In the case of conventional tapping, after thread creation, the part is cleaned to remove metal chips or lubricant residue. The part can also be finished according to customer specifications, such as polishing or surface treatment, for an optimal finish.
Tapping is a complex machining technique that requires great precision and technical expertise. Choosing a professional quality tapping company like KUCHLY is therefore essential to guarantee high-quality threads and maximum durability of mechanical parts.
The use of custom tapping can be a significant advantage, especially for companies with specific needs in terms of dimensions, shapes, and materials for the parts to be machined.
The KUCHLY factory has specialized in tapping since 1956. Thanks to our technologies, the press speed and the tapping speed can be decoupled, offering great flexibility to produce precise and high-quality tapping, even in difficult-to-machine materials such as small-sized thin steel sheets or materials with high shrinkage.
Our clients can also propose customized designs to meet the specific requirements of the application, thus ensuring better durability and ideal performance of the produced parts.

Tapping is a technique that offers several advantages over other connection methods. In addition to providing a stronger and more durable connection thanks to the threads that engage with each other, tapping also allows for perfectly machined surfaces thanks to the controlled movements of the cutting tools on the bore. This precision and quality of the final product result in highly reliable and durable mechanical parts that can withstand extreme pressures and temperatures without risk of breakage.
Furthermore, tapping offers optimal efficiency thanks to a short production time, making it an economical and efficient process for mass production of parts. By using tapping, components with exact dimensions that match customer specifications can be created.
However, it should be noted that tapping can be more difficult to perform than other connection methods, especially in hard materials like steel. In addition, the quality of the thread depends on the quality of the tool used and the experience of the operator. Despite this, the tap remains an essential tool for machining various metal parts with precision, quality, and durability.
The choice between tapping and threading depends on several factors, such as the material of the part, the size and shape of the thread, the application of the part, and the requirements of the application.
Generally, tapping is preferable when internal threads are needed, while threading is preferable when external threads are required. In applications where durability and strength are essential, tapping may be preferable due to the stronger and more durable connection it offers.
Nevertheless, in applications where easy installation is important, threading may be preferable due to its ease of installation.

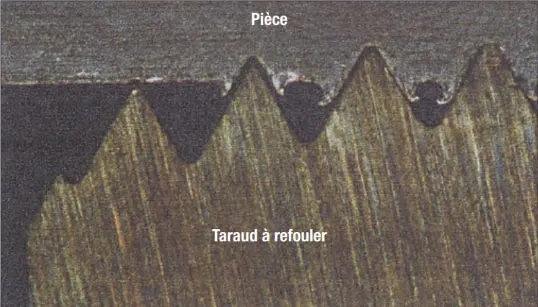
Form tapping or cold forming tapping is a tapping process that allows for the creation of internal threads without chips, by cold deformation. This process is particular because it differs from conventional tapping by the absence of chips to be evacuated, which increases process safety.
The tapping by flow forming is achieved by imprinting the tap teeth into the part through internal rolling. Then, under pressure, the material conforms to the negative image of the tap, corresponding to plastic deformation compression processes. This operation is performed in a pre-made and calibrated hole. These two successive operations give the steel part high resistance due to strain hardening of the material.
The flow forming tap has a conical entry angle into the material as well as a cylindrical guiding part, which makes the deformation more progressive during tapping. In KUCHLY’s case, the penetration speed of the tap and its lubrication can be adjusted to allow the metal to work under the best deformation conditions, depending on the sheets used, without reaching the point of material rupture.
The advantages of tapping by flow forming vary depending on the material used (steel, wood, plastic), but generally include a good surface finish and high static and dynamic strength of the tapping.
Our company, Kuchly, has extensive expertise in stamping and tapping, which allows us to design custom threading directly integrated into the tooling. We are able to advise our clients on the different shapes and types of tooling to use based on their specific needs. We also take into account the various metals to be used, whether it’s mild steel or high yield strength steel, galvanized or not, brass, copper, aluminum or stainless steel, whether for food-grade applications or not.
At Kuchly, we are capable of offering several solutions for threading, whether as a secondary operation or automatically. We design and manufacture tooling in-house, which allows us to offer threading elements tailored to our clients’ specific needs, from M3 to M12. Our experience in stamping and tapping enables us to guarantee the quality of our flow-formed threading, ensuring great flexibility and optimal tapping quality.
Our cutting, bending, and stamping company KUCHLY, established in 1956, has acquired over the years the experience to advise its clients on the various choices of shapes, types of tooling to implement, and metals to use depending on the applications: mild steel or HSLA (High-Strength Low-Alloy) galvanized or not, brass, copper, aluminum, and stainless steel for food-grade applications or not.
We are able to offer different solutions for tapping, whether in rework or automatic. We design and manufacture tooling in-house and are therefore able to provide tapping elements adapted to the client’s needs from M3 to M12.